pastera
NES Member
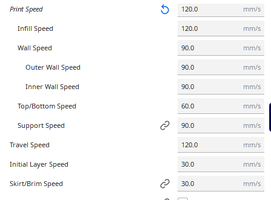
Look at the wall speed in CURA - that's what it would have beeni am printing a resonance tower now after finally fixing the bed, it is now at 4500mm/s acceleration and still shows no obvious oscillations. it cannot be right....
it jerks, though, like it is real.
ahh, ok, at 5500 it started showing. now need to sort it out what to do with it all.
this shit is just out of this world. the instructions are:
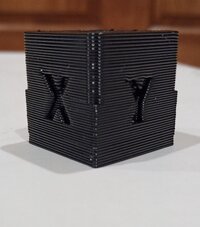
- Compute the ringing frequency of X axis as V · N / D (Hz), where V is the velocity for outer perimeters (mm/sec). For the example above, we marked 6 oscillations, and the test was printed at 100 mm/sec velocity, so the frequency is 100 * 6 / 12.14 ≈ 49.4 Hz.
from what sign in the sky am i supposed to know what was the the actual velocity of the print? the klipper screen shows max velocity in the center of screen as 300.
as print still goes - the speed in left upper status window fluctuates from 120 down to 30. wtf?
example attached is 90mm/s
All of those varying speed and flow rates tell you exactly what is happening after all of the tuning and acceleration calculations are done.
Keep an eye on the flow - if it hits over 13-14mm^3/s your running up against the max flow rate with a standard nozzle.
")